









Sylindrisk kvern
Tekniske parametere
Total maskineffekt: 15kW - 22kW
Behandlingsstråle: 500-800cm3/t, maksimum: 1200cm3/t
Presisjon av dimensjon: H6-H8
Slaglengde (mm): 1000 mm - 20000mm
Behandlingsområde Borediameter (mm): 50mm-400mm


Sammenligning av fordelene med sylindrisk slipemaskin
Enkel og praktisk betjening
lave krav til operatørene
Kortere klemmeinnrettingstid og høyere prosesseringseffektivitet
Kontraster manglene ved sylindrisk slipemaskin
ekstern honemaskin kan bare forbedre formnøyaktigheten
ekstern honemaskin kan ikke endre posisjonen
konsentrisitet kan ikke korrigeres
Produktparametere
|
Modell |
Borelengde (mm) |
Borediameter (mm) |
STØRRELSE L(mm) |
STØRRELSE B(mm) |
STØRRELSE H(mm) |
Vekt (kg) |
|
WYH-3000 |
3000 |
φ50-φ400 |
5024 |
870 |
950 |
3700 |
|
WYH-5000 |
5000 |
φ50-φ400 |
81024 |
870 |
950 |
4700 |
|
WYH-6000 |
6000 |
φ50-φ400 |
93024 |
870 |
950 |
5200 |
|
WYH-8000 |
8000 |
φ50-φ400 |
11540 |
870 |
950 |
6000 |
|
WYH-10000 |
10000 |
φ50-φ400 |
13540 |
870 |
950 |
6800 |
|
WYH-12000 |
12000 |
φ50-φ400 |
15540 |
870 |
950 |
7500 |
|
WYH-15000 |
15000 |
φ50-φ400 |
18540 |
870 |
950 |
9500 |
|
WYH-16000 |
16000 |
φ50-φ400 |
19540 |
870 |
950 |
10500 |
|
WYH-18000 |
18000 |
φ50-φ400 |
21540 |
870 |
950 |
13500 |
|
WYH-20000 |
20000 |
φ50-φ400 |
23540 |
870 |
950 |
15500 |
Introduksjon til honemaskin
Honemaskinen er egnet for honing av ytre sirkel av arbeidsstykker med diametre fra 50 mm til 400 mm og lengder fra 1000 mm til 20000 mm.
- Behandlingssyklus: 500-800 cm3/t (maksimalt opptil 1200 cm3/h).
- Behandlingsdimensjonsnøyaktighet: h6~h7.
- Overflateruhet under bearbeiding: Mindre enn eller lik Ra0,4.
- Maksimal arbeidsstykkevekt mellom toppen: 10000 kg.
- Total effekt til verktøymaskinen: 22 kW.
- Maskinverktøyets bæreevne-: 10T

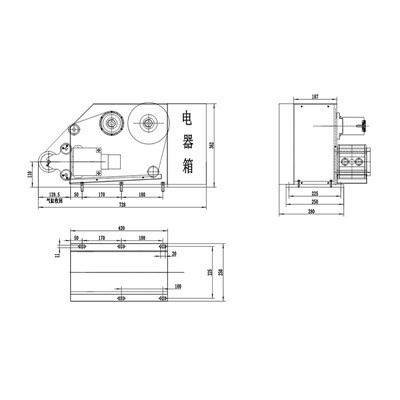
Figur 1 Ekstern honemaskin
De viktigste tekniske parameterne
Spindelmotoreffekt: 13,5 kW.
Matemotoreffekt: 1 kW.
Stempelmotoreffekt: 4,8 kW.
Støttesetemotor: 1 kW
Støtteseteløftemotor: 2 kW.
Sammensetning av honemaskin
Honemaskinen er hovedsakelig sammensatt av en spindelboks, honehode, sengekropp, arbeidsstykkestøtte (valgfritt), frem- og tilbakegående mekanisme, bakstokk, styreoperativsystem, kjølesystem og ytre skall.

Sammensetning av en ekstern Ekstern honemaskin
Spindelboks
Spindelende: GB A2-15.
Spindel gjennom-hulldiameter: 95 mm.
Avsmalnende hull i fremre ende på spindelen: metrisk 100.
Spindelhastighet: 2-trinns trinnløs girkasse.
Spindelhastighetsområde: 39 r/min til 330 r/min.
Fire kjeft chuck diameter: φ 500 mm.
Smøreoljepumpe: 6 L/min.

Utseende på spindelboks
Heng slipehode
Honehodet bruker en tre-lags rammestruktur, som kan oppnå fler-flytende; Den multi-flytende flyten av honehodet sikrer automatisk sentrering av arbeidsstykket under honeprosessen.
Honehodet består av en oljesteinssetemekanisme, en indre ramme, en midtramme, en ytre ramme og et balanseringssystem. Oljesteintilførselen drives av matemotoren i den indre rammen, og overføres gjennom en reduksjonsgir, vinkelgir, skrue, synkronbelte og synkronhjul. Den mates automatisk av programkontroll

Sammensetning av honehode
Forbindelsen mellom den indre rammen og den midterste rammen er avhengig av de øvre og nedre akslene til den indre rammen, rulle- og glidemekanismen og retardasjonsmekanismen. Den faste innerrammen kan rulle og gli opp og ned og svinge til venstre og høyre i midtrammen, og er utstyrt med et nitrogenbalansesystem for å redusere egenvekten til innerrammen og andre deler. Det er skruedrivmekanisme, reduksjonsmekanisme og servomotor på den indre rammen, som kan realisere venstre og høyre bevegelse av oljesteinsetets bevegelsesmekanisme, og realisere mating og krymping av oljesteinen.
Installasjonsposisjonen til oljesteinsetemekanismen justeres i henhold til behandlingsområdet. Oljesteinssetepekeren tilsvarer posisjonen til linjalen for honehode. Oljesteinen er festet til oljesteinsetemekanismen gjennom oljesteinsklemmeblokken, som raskt og enkelt kan justere posisjonen til oljesteinsetet og erstatte oljesteinen.

Oljestein setemekanisme
Arbeidsstykkestøtte (tre sett)
Arbeidsstykkestøtten består hovedsakelig av bue-formet arbeidsstykkestøtteramme, svingarmmekanisme, løftemekanisme osv. Maksimal støttekraft er 30 kN, støtterammeslaget er justerbart innenfor området 0-280 mm, løftemekanismens slaglengde er 10 mm, og støtterammerullen er laget av nylonmateriale for å forhindre riper i arbeidsstykket.
Maskinverktøyet kan utstyres med et sett med arbeidsstykkestøtter for effektivt å forhindre at arbeidsstykket riper nedover.

Oppreist tilstand av arbeidsstykkestøtte

Arbeidsstykkestøtte i sammenslått tilstand

Skjematisk diagram av justering av arbeidsstykkestøtteramme
Gjensidig mekanisme
Den frem- og tilbakegående mekanismen består av en aktiv kjedehjulsboksenhet, en drevet kjedehjulboksenhet, en trekkplate, en kjedeforbindelsesplate, en kjedebrakettgruppe, en kjede, en dragkjede, etc. Servomotoren driver honehodet installert på dragbrettet for å oppnå frem- og tilbakegående bevegelse gjennom en planetarisk reduksjons- og kjedekjede.
Frem- og tilbakegående hastighet: 1 m/min til 25 m/min

Skjematisk diagram av den frem- og tilbakegående mekanismen med aktiv tannhjulskasse
Baksete
Bakstokken består av en basiskomponent og en bakdel, utstyrt med overbelastningstopp, og en hylseslag på halestokken på 280 mm.

Skjematisk diagram av bakstokken
Kontroller operativsystemet
Maskinverktøyet tar i bruk et fullstendig digitalt industrielt datakontrollsystem, med en 15 tommers LCD-berøringsskjerm for betjening, et bruker-vennlig grensesnitt, stor informasjonskapasitet og enkel og praktisk betjening.
Sanntidsdatainnsamling, sanntids-tilbakemelding og justering av prosessparametere under arbeid. Super sterk prosesseringsparameter dynamisk database, operatøren trenger bare å legge inn ytre diameter på arbeidsstykket, og maskinverktøyet genererer automatisk tilsvarende spindelhastighet, spindelboksgir, maksimal belastningshastighet, maksimalt beskyttelsesmoment og andre parametere. Minimer arbeidsbelastningen til operatører og effektivt forhindre feiloperasjoner.
Kontrollsystemet for mating av oljestein kan oppdage de høye og lave punktene, så vel som den ytre avsmalningen av arbeidsstykket i sann-tid under behandlingen, og reflektere dem i sanntid- på skjermen i grafisk form. For de oppdagede høye og lave punktene er manuell betjening ikke nødvendig, og maskinverktøyet vil utføre reparasjoner med kort slag på høydepunktene på egen hånd; Når behandlingskurven nærmer seg en rett linje, er sylindrisiteten til den ytre sirkelen svært konsistent. Den støtter også manuell reparasjon av kort slag, med justerbar kortslagsfrekvens og amplitude. Det elektroniske måle- og automatiske korrigeringsprogrammet for behandling av last kan oppnå automatisk kontroll av lokal honing.
Den programmerbare berøringsskjermen kan enkelt legge inn størrelsen på arbeidsstykket og beregne riktig hastighet på spindelen. Berøringsskjermen kan også vise arbeidsstatusen til verktøymaskinen i sanntid: spindelbelastning, høye og lave punkter i den ytre sirkelen til arbeidsstykket, honehodeposisjon, honetid, matehastighet, kraftområde osv. For hovedparametrene for prosessering, slag, trykk og tid, er det en snarvei for å justere dem direkte ved hjelp av berøringsskjermen. Utstyret har en automatisk reparasjonsfunksjon for deler. Etter å ha oppdaget posisjonen der den ytre diameteren til arbeidsstykket er for stor, kan den automatiske reparasjonen slås på for automatisk å utføre reparasjon på kort rekkevidde i denne posisjonen.

Menneskelig datamaskingrensesnitt
Kjølesystem
Kjølesystemet er utstyrt med en tre-filtreringsenhet som består av en oljepumpe, magnetisk separator, papirtapefilter og filterskjerm. Honeoljen passerer først gjennom en magnetisk separator, som automatisk kan fjerne mesteparten av jernpulverslammet i honeoljen, og passerer deretter gjennom et papirtapefilter, hvor det meste av jernpulveret og oljesteinpulveret i honeoljen er fjernet. Til slutt tilføres det sirkulerende kjølearbeidsvæsken til arbeidsstykket gjennom oljetankfilteret, oljepumpen og rørledningen. Mengden kjøleolje kan justeres i henhold til den faktiske prosesssituasjonen, og kjølebryteren er plassert på den andre siden av honehodet.
Krav til forrige prosess
Overflateruhet: Mindre enn eller lik Ra12,5.
Rundhet: Mindre enn eller lik 0,3 mm.
Konisk vinkel: Mindre enn eller lik 0,2 mm/m.
Den totale avsmalningen til arbeidsstykket er mindre enn eller lik 1 mm.
Utstyrsstøttende enheter og tilbehør
1. Konfigurasjonsliste
Se vedlegg 1 for detaljer.
2. Nødvendig verktøy for installasjon av maskinverktøy.
3. Tekniske data
Håndbok for mekanisk og elektrisk numerisk kontrollsystem, produktkvalifikasjonssertifikat.
Installasjon og igangkjøring av utstyr, kvalitetssikringsperiode og etter{0}}salgsservice
1. Krav til utstyrsinstallasjon, feilsøking, driftsopplæring m.m
Forhåndsaksept før produktforsendelse er leverandøren ansvarlig for mottak av etterspørselssiden og fullføring av preakseptarbeidet. Utstyret vil ankomme stedet, og leverandørens servicepersonell vil ankomme etterspørren innen 20 dager etter mottak av servicevarselet for å installere, feilsøke og teste maskinverktøyet. Utstyrsinstallasjonen er leverandørens ansvar, som skal stille med egne installasjons- og konstruksjonsverktøy. Leverandøren skal følge selskapets forskrifter under installasjonsprosessen og vedlikeholde 5S-arbeidet på stedet under byggeprosessen. Installasjon og feilsøking vil bli fullført innen 60 dager. Etter installasjon og feilsøking vil prøveproduksjon bli utført og aksept vil bli utført i henhold til standarder. Leverandøren skal gi opplæring for kjøpers operatører og vedlikeholdspersonell på stedet, med en varighet på 7 dager; Det utdannede personellet vil gjennomgå teoretiske og praktiske vurderinger organisert i fellesskap av både tilbuds- og etterspørselssiden inntil de oppfyller jobbkravene.
2. Kvalitetssikringsperiode
Kvalitetssikringsperioden for utstyret er 12 måneder. I løpet av garantiperioden, hvis det er noen kvalitetsproblemer eller funksjonsfeil forårsaket av dårlig utstyrsdesign eller produksjon eller andre leverandørers ansvar, må produsenten umiddelbart reparere eller erstatte utstyret gratis og feilsøke det på riktig måte.
3. Ettersalgsservice
Dersom utstyret ikke fungerer i løpet av garantiperioden, skal leverandøren svare positivt innen 4 timer etter mottatt melding fra kjøper. Dersom leverandøren trenger å gå til stedet for håndtering, må leverandøren ankomme kjøpers plass innen 48 timer.
4. Installasjon av utstyr
Installasjonen av utstyret skal assisteres av maskinverktøyoperatørene på etterspørselssiden, og profesjonell opplæring skal gis til operatørene om verktøymaskinens struktur og arbeidsprinsipper, inkludert enkel feilsøking, under installasjonen av maskinverktøyet.
Standarder for aksept av utstyr
1. Maskinverktøyet har jobbet kontinuerlig i 3 dager, med stabil utstyrsytelse og produktkvalitet som oppfyller tekniske krav.
2. Alle elektriske komponenter som brukes i utstyret er laget av høy-kvalitetsprodukter og sikrer pålitelig drift.
3. Utstyret krever jevn drift, fleksibel kontroll og ingen oljelekkasje eller unormal støy.
4. Leverandøren garanterer at alle deler av verktøymaskinen er helt nye.
Kjøper stiller med egne varer
1. Tre fat (200 L/fat) honeolje må kjøpes fra leverandørens utpekte modell under aksept.
2. Prøvebearbeiding av arbeidsstykker (arbeidsstykker med dimensjoner innenfor området for honemaskinbearbeiding)
3. Honing oljestein (leverandøren gir kun en liten mengde honing oljestein for kjøperen å inspisere og teste honing arbeidsstykket).
Vedlegg 1: Konfigurasjonsliste
Liste og tilbud av ekstern honemaskinkonfigurasjon
| Serienummer |
Navn |
Merknader | Merke |
|
1 |
vert |
WYH-20000 |
LRT |
|
2 |
spindel |
14,5 kW |
Dench |
|
3 |
Spindelmotordriver |
14,5 kW | Dench |
|
4 |
matemotor |
1 kW |
schneider |
|
5 |
Driver for fôrmotor |
1 kW |
schneider |
|
6 |
Stempelmotor |
4,8 kW |
schneider |
|
7 |
Gjengående motorsjåfør |
4,8 kW |
schneider |
|
8 |
digitalt kontrollsystem |
WYH-1 |
LRT |
|
9 |
Berøringsskjerm |
15 tommer |
schneider |
|
10 |
peiling |
NSK |
|
|
11 |
kobling |
Italia |
|
|
12 |
Luftfartskontakter/ elektriske komponenter |
schneider |
|
|
13 |
Sengeramme/plate |
Liruite |
|
|
14 |
Filtreringssystem |
sentrifuger |
Turbo-separator |
|
15 |
skinne |
Lineært guidepar |
|
|
17 |
Elektriske komponenter |
schneider |
|
|
18 |
pneumatiske komponenter |
AirTAC |
|



Merk: På grunn av leveringstiden til enkelte importerte merker av motorer og drivere, kan konfigurasjonen ovenfor påvirke leveringstiden eller ikke kunne leveres. Dersom det er umulig å levere eller påvirke levering, vil produsenten og etterspørren forhandle og kommunisere for i fellesskap å velge alternative produkter.
Hva er arbeidsprinsippet til den eksterne honemaskinen
ekstern honing er en slags etterbehandlingsprosess. Et honehode brukes til å utføre langsom frem- og tilbakegående bevegelse og rotasjonsbevegelse på arbeidsstykkets overflate. Små materialer fjernes og overflatekvaliteten forbedres gjennom slipende skjæring og ekstrudering av slipemiddel og arbeidsstykkeoverflater. Eksterne honemaskiner brukes hovedsakelig til å etterbehandle sylindriske overflater for høy presisjon og overflatefinish av høy kvalitet
Hva er arbeidsprinsippet til sylindrisk slipemaskin
Den sylindriske slipemaskinen sliper gjennom den relative bevegelsen mellom den høyhastighets roterende slipeskiven og arbeidsstykkets overflate. Slipeskiven kutter arbeidsstykkematerialet direkte for å fjerne flere materialer for å møte dimensjonsnøyaktigheten og formkravene. Slipeprosessen er vanligvis stiv skjæring. Kontaktpunktet mellom slipeskiven og arbeidsstykket gir stor skjærekraft. Sylindrisk slipemaskin tilhører hardt-tilkoblet skjæreutstyr
Hvorfor er en ekstern honemaskin bedre enn en sylindrisk slipemaskin for stempelstangen til sylinderen
De eksterne honemaskinene er mer egnet for maskinering av sylinderstempelstangen fordi eksterne honemaskiner kan gi ekstremt høy overflatekvalitet, geometrisk nøyaktighet og smøreytelse, og dermed forbedre tetningen og den generelle holdbarheten til sylinderen
Våre fordeler
1:15 års erfaring innen forskning og produksjon av honemaskiner
2: Operativprogramvare for slipemaskiner med uavhengige immaterielle rettigheter
3: Motoren og de elektriske komponentene er hentet fra europeiske eller japanske merker
4: Pålitelighet er anerkjent av markedet
5: Utmerket teknisk team
6:Utmerket serviceteam for-ettersalg
Hvorfor velge oss
1: Siden 2010, en svært anerkjent produsent av honemaskin på det kinesiske markedet.
2: Vi har et erfarent, ungt og ansvarlig team.
3: Vi har et utmerket teknisk team. Vi er stolte av produktene våre.
4: Kvalitetssikring! Før levering til kunden, kontrollerer fabrikkens kvalitetstilsynsavdeling strengt kvaliteten.
5: Tilpass spesielle honemaskiner og verktøy i henhold til kundens behov for honing av spesielle arbeidsstykker.
Hot tags:ekstern honemaskin, dyphulls honemaskin, horisontal honemaskin, tube honemaskin, hydraulisk honemaskin, oljesylinder honemaskin sylindrisk honemaskin
Populære tags: sylindrisk kvern, Kina sylindrisk kvern produsenter
Et par
Liten ekstern honemaskinDu kommer kanskje også til å like





Sende bookingforespørsel